Das Bearbeiten von Aluminium-Strukturteilen für Flugzeuge beginnt mit schweren geschmiedeten Platten, von denen eine Rippenstruktur mit 10 % der ursprünglichen Masse verbleibt.
Das Bearbeiten von Aluminium-Strukturteilen für Flugzeuge beginnt mit schweren geschmiedeten Platten, von denen eine Rippenstruktur mit 10 % der ursprünglichen Masse verbleibt.
Die Produktionslinien der Hauptlieferanten dieser Teile verwenden spezialisierte 5-Achsen-Maschinenzentren mit sehr hoher Produktivität: Die Menge der gefrästen Späne liegt zwischen 5 und 10 Litern pro Minute, und sie verwenden elektrische Spindeln mit einer Leistung von bis zu 130 kW und Fräserdrehzahlen zwischen 20 000 und 30 000 U/min. Der wichtigste, die Produktivität der Maschine bestimmende Qualitätsfaktor ist die ausgezeichnete dynamische und strukturelle Starrheit, die zwischen dem Werkzeug und den „geschnittenen“ Spänen erreicht werden muss.
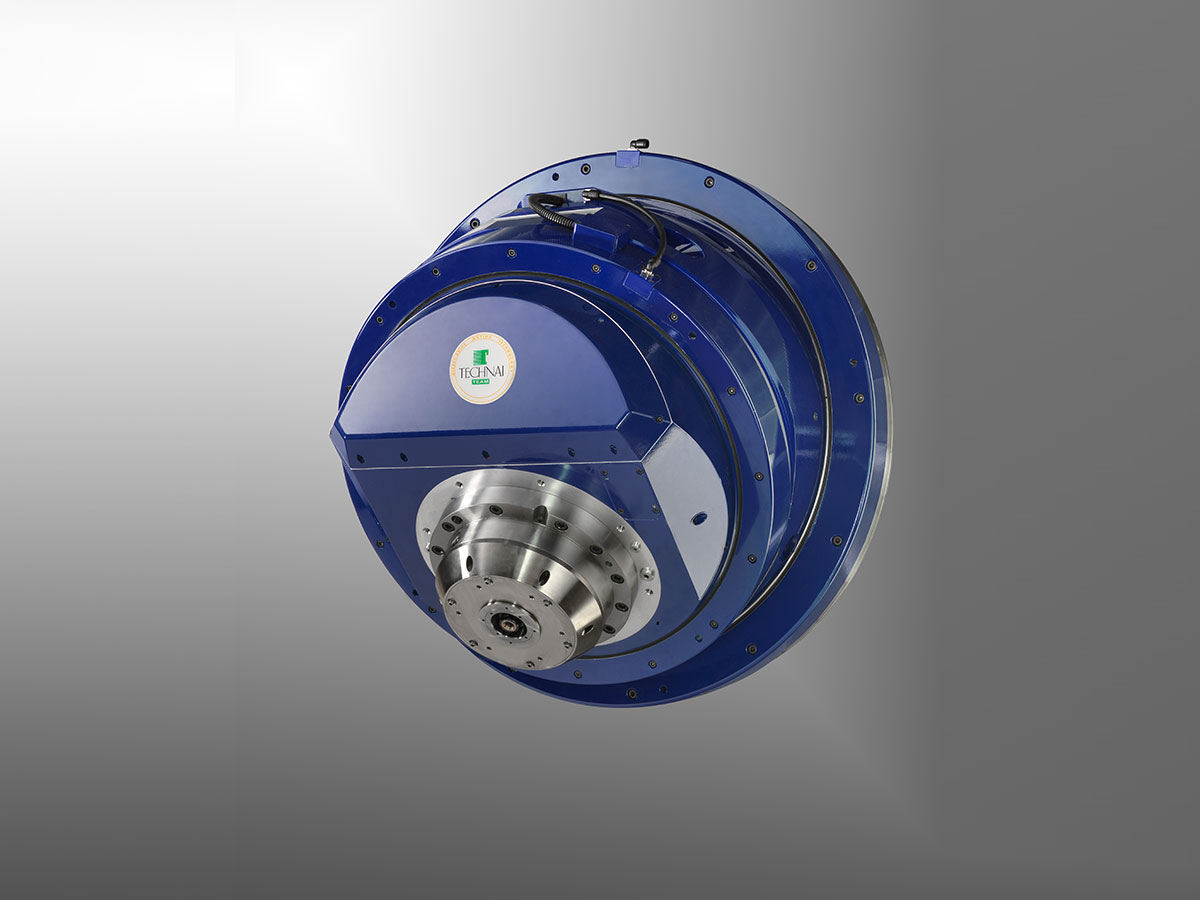
Der SATURN-Kopf hat die Funktion, die Elektrospindel mittels zweier übereinanderliegender und um 22,5 Grad zueinander geneigter Achsen auszurichten, wodurch der Arbeitswinkel der EM auf nur +- 45 Grad (#) begrenzt, aber eine außergewöhnliche strukturelle und dynamische Steifigkeit erreicht wird, die jeder anderen bisher gebauten Kopfkonfiguration überlegen ist.
# was benötigt wird, um Verfahren dieser Art durchzuführen